【邁向創新及科技發展(五)】熔噴不織布生產關鍵技術概述(上)
新冠肺炎疫情爆發後,連鎖反應在全球不斷出現。全球生產口罩的核心材料——即熔噴不織布(Meltblown Nonwoven)需求及價格急升,因為香港已有多間公司生產口罩。據行業透露,數月前熔噴不織布價格一路飛漲,高峰時每噸達數十萬港元,而且供不應求,廠家為採購熔噴不織布要四處奔波。最近,香港廠家已開始在香港建立熔噴不織布生產線,雖然開設熔噴不織布工廠投資不菲,但為民生及完整口罩產業鏈考慮,香港廠家亦自願出資投入。
熔噴布是口罩最核心的材料,亦稱口罩的「心臟」,熔噴布主要以聚丙烯(Polypropylene【PP】)為主要原料,纖維直徑可以達到1至5微米。尤於聚丙烯空隙多、結構蓬鬆、抗褶皺能力好,具有獨特的超細纖維(microfibers)增加指定面積內纖維數量和纖維表面體積,從而使熔噴布具有很好的過濾性、遮罩性、絕熱性和吸油性。可用於空氣、液體過濾材料、隔離材料、吸納材料、口罩材料、保暖材料、吸油材料及擦拭布等領域。
熔噴不織布是生產醫用和N95口罩的關鍵性材料,一般醫用性口罩主要由三層構成(SMS),內外兩層均為紡織層不織布(S:Spunbond Nonwoven紡黏不織布)、中間的過濾層為熔噴不織布(M:Meltblown Nonwoven),利用熔噴出來的超細纖維,多利用聚丙烯,如添加靜電駐極(Static Electret), 可提升吸附病毒、細菌、粉塵等性能, 對阻隔和防疫起重要作用。
熔噴不織布生產關鍵技術概述
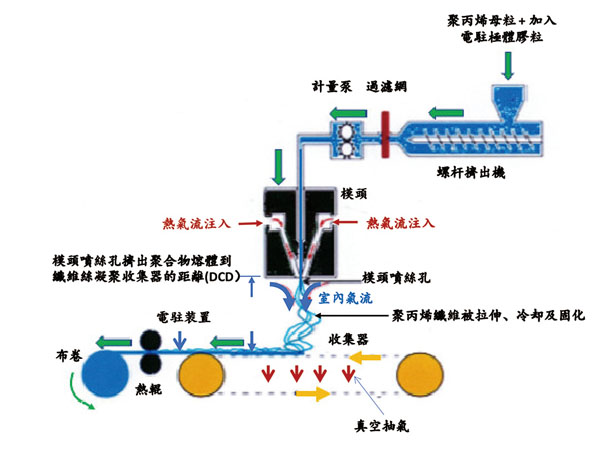
鑑於熔噴不織布對防疫口罩生產的重要性,涉及高品質及高科技擋次,本人就此簡略介紹一下熔噴不織布生產關鍵技術,藉着調控可變技術參數包括纖維材料、螺杆擠出機溫度及速度、熱空氣溫度、熱空氣流量、熔噴模頭溫度、模頭噴絲孔擠出纖維聚合物熔體到凝聚收集器的距離,收集器速度等量數都可調校,達致所需纖維直徑細度和纖維網橫向和縱向均勻度、重量,孔徑大小等等, 都取決於上述參數互相調校及正確選擇﹝1﹞:
(編按:由於內容豐富,版位有限,技術介紹將會分兩期列出,本期先列出首兩項技術。)
1.纖維材料
熔噴不織布所使用的纖維聚合物(Fibre Polymer)的基本特性是沒有分支組織、具備低熔黏度、分子量低及分布窄,有利生產熔噴纖維網(Web)的均勻性,並且可以凝聚在收集器表面上之前冷卻及凝固, 產生纖維網,一些常用熔噴不織布的纖維聚合物是聚丙烯、聚乙烯、聚醯胺、聚碳酸酯等材料。如果控制纖維聚合物熔體的流速如熔融流動指數(MFI)高達1500﹝2﹞,能夠產生較好的熔噴纖維網﹝1﹞。
2.螺杆擠出機溫度及速度
在熔噴過程中,根據所加工的纖維聚合物的性質(例如熔點或玻璃化轉變溫度)設置溫度。加熱使纖維聚合物軟化熔解致所需的黏度,以便可以從螺杆擠出機(Extruder),經過計量泵至模頭噴絲孔擠出到收集器表面,如果螺杆擠出機的溫度低於常規溫度,則生產出來的纖維網其結構會出現一些斑點和熔噴不織布結構不均勻的疵點。如果螺杆擠出機溫度太高,則纖維網將會太軟及蓬鬆,導致纖維網容易破裂,螺杆擠出機不配對的速度亦會影響纖維網的重量﹝1﹞。
大型工業應用的熔噴不織布已經在香港開始建立,由於企業家需求科技支援殷切,本人友好的本地紡織專家、教授,連同國內熔噴不織布科技團隊及系統供應商,正協助香港企業家在不織布行業再工業化。(下期待續) ■香港紡織商會榮譽顧問何繼超博士
參考資料來源:
1.Edited by Majumdar, A., et al,“Process Control in Textile Manufacturing”, the Textile Institute, Woodhead Publishing,2013, P.288-291;
2.Dutton,C.K.,et al,“Overview and Analysis of the Meltblown Process and Parameters”, Journal of Textile and Apparel Technology and Management, Volume 6, Issue 1, Fall 2008;
